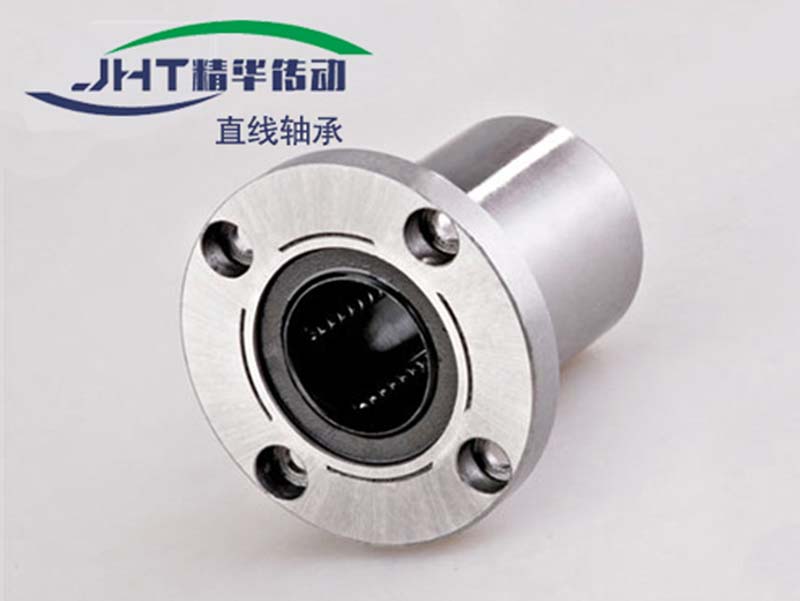
精度關于我們這種行業來說短長常緊張的,由于精度過失的話,必定是會影響到產品的應用結果的。直線光軸是機械產品中許多見的一種軸類零件,它的主要是用來舉行支承傳動的零部件,起到傳遞扭矩和遭遇載荷的作用。不過,由于軸類零件關于其精度的要求相對高的,那么直線光軸關于精度也有要求嗎?
相比之下,我們對直線光軸的化學鍍鎳工藝會相對諳習,它是根據要藥水來工作的。全部工藝流程為工件的除油沖洗、超聲沖洗、化學鍍鎳、鍍后沖洗、烘干等工序,從而得到機能優異的直線光軸。其實鍍鉻處分與之很相似,只是采用的質料差別。

制作加工直線光軸的時候,平時都邑涉及到加工余量這一位詞,其時還不是非常打聽為什么還需求設置必然的加工余量。跟著對直線光軸借鑒的深刻,也漸漸清楚了這其中的緊張性,但直線光軸的加工是怎樣確定的呢?所謂的加工余量,是指被加工工件表面所切去的金屬層厚度,對直線光軸而言,為環節的是磨削余量的確定,也是工件磨削前與磨削后尺寸之差。要確定這一參數的話,可以參考一下前提:

在直線光軸的幾何樣式精度中,關于表里圓表面精度要求是相對高的,因此我們應當要在圖紙長舉行標注其容許偏差。固然,除了表里圓表面外,其軸頸、外錐面、莫氏錐孔等的圓度、圓柱度等方面也屬于幾何樣式精度的局限內。